Description of Incident
A failure of a diesel engine driven fire pump clutch occurred during routine pump start up. Clutch components were released at high speed into the fire pump room. This resulted in damage to the fire pump room and to the engine and its ancillary systems. Lubricating oil pipework was damaged, resulting in the release of approximately 100 litres of lubricating oil within the room. There was no further consequence of this release (i.e. fire or explosion). No personnel were present, so there was no harm to people. The fire pump assembly was unavailable for several months whilst an investigation and corrective repair was carried out.
The event was investigated with support from the package OEM and supplier. Investigation of the event revealed that the clutch failure was the result of damage which had occurred within the right-angle gear box (connecting the line shaft fire pump to the clutch / diesel engine). A failure of the gear box “anti-rotation” pins had occurred, which caused the gear box to seize and ultimately led to failure of the clutch in operation.
The investigation determined that:
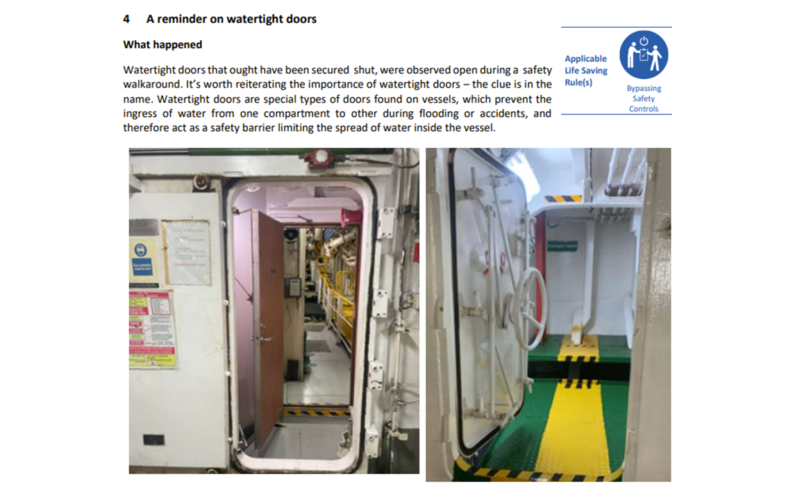
- The O&M instructions for the gearbox state that anti rotation pins should be clean, oil
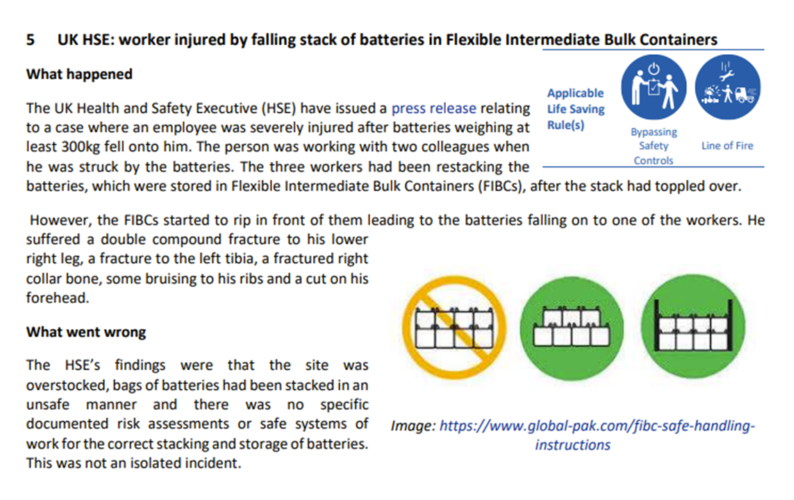
- free and free to travel (rise / fall) within their locating slots.
- On inspection, the damaged pins were found to be contaminated with oil.
- Assembly records indicate that when the pins were installed they were not lubricated and travelled freely.
- Oil migration from the thrust bearing assembly within the gearbox to contaminate the anti-rotation device and pins was possible.
- The company maintenance strategy for gearboxes did not identify anti-rotation pin as a failure mode and no specific maintenance or inspection tasks were scheduled or in place for the installation where the failure occurred.
- The OEM manual for the gearbox and the fire pump package did not recommend any specific maintenance or inspection for the anti-rotation pins, only a check of the gear box oil level.
- An anti-rotation pin failure had occurred on another of the company’s installations several years prior, due to corrosion of the anti-rotation pin causing it to stick / seize the gear box. Periodic inspection and pin replacement was being carried out on this installation but had not been shared across asset or used to update the equipment maintenance strategy.
Following the investigation, a series of recommendations were made which include:
- All fire pump anti rotation pins inspected in field for circumferential cracks (allinstallations).
- Revision to company maintenance strategy for gear box anti-rotation pins. Periodicinspection and replacement maintenance routines scheduled going forward.
Good Practice Guidance
Consider review of maintenance strategies for fire pumps / gearboxes to determine if:
- Anti-rotation pin failure is a considered failure mode.
- Maintenance routines and inspections are in place to mitigate potential failure of anti-rotation pins and the subsequent consequences.
Rate this highValueLearning
Average Rating
Latest Alerts & Moments
Our searchable catalogue of hundreds of Safety Alerts and Safety Moments are all designed as learning resources that can help improve workplace safety.